






Nel mondo delle lavorazioni metalliche industriali, ottenere bordi precisi e privi di difetti non è soltanto una questione estetica: è un elemento determinante per ridurre rilavorazioni, accelerare i processi a monte e a valle e migliorare la qualità complessiva dei prodotti. Nel taglio laser dei metalli, la formazione di bave (o “dross”) può compromettere l’efficienza, aumentare i costi e impattare negativamente sulle operazioni successive come la pressopiegatura o la saldatura robotizzata. Per aziende manifatturiere che ricercano ottimizzazione dei cicli produttivi su lotti medio-alti, capire come ridurre al minimo queste imperfezioni è fondamentale.
In questo articolo esploriamo in dettaglio cos’è la bava nel taglio laser, perché si forma, quali parametri influiscono sulla qualità della superficie e come ottimizzare potenza, velocità e gas di assistenza per risultati affidabili. Integreremo consigli pratici utili sia ai progettisti sia agli operatori di produzione.
Cos’è la bava nel taglio laser e perché si forma
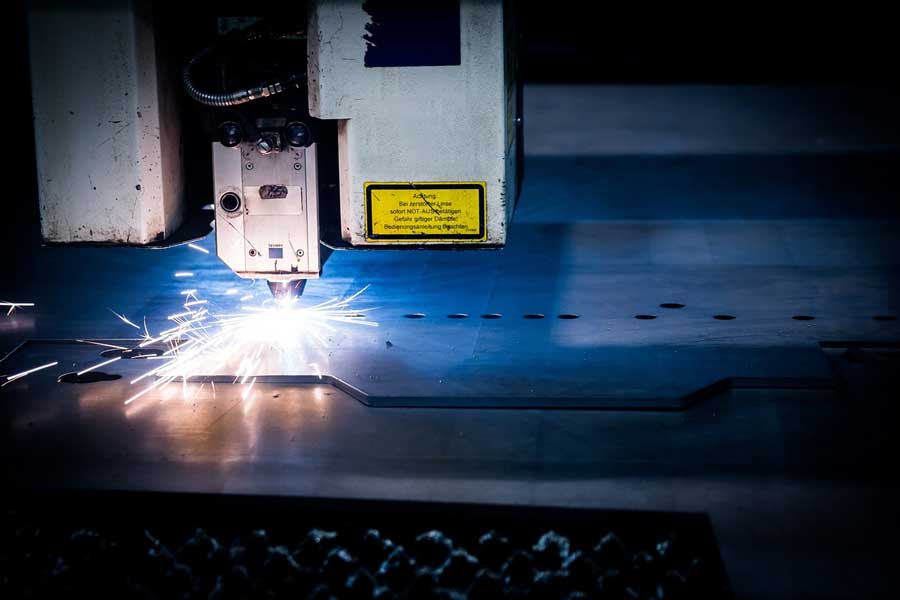
Quando si effettua un taglio laser su metalli come acciaio, acciaio inox o alluminio, il materiale viene fuso e vaporizzato dal fascio laser ad alta energia. Idealmente, il materiale fuso viene espulso completamente dal profilo di taglio grazie alla pressione del gas di assistenza. Tuttavia, in alcuni casi una parte di questo materiale fuso non viene evacuata del tutto e si solidifica nuovamente sul bordo inferiore del pezzo, formando la cosiddetta bava o scoria.
Dal punto di vista fisico, la bava è una conseguenza dell’energia termica distribuita nel materiale e della capacità del sistema di gas di assistenza di espellere efficacemente il metallo fuso dal kerf (la zona di taglio). Fattori come potenza del laser, velocità di avanzamento, pressione del gas e qualità della superficie lavorata influenzano direttamente la probabilità e l’estensione della formazione di bave.
Differenze tra materiali: acciaio, inox e alluminio
Materiali diversi rispondono in modo differente alla stessa impostazione di parametri.
Ad esempio:
- Acciaio al carbonio tende a formare uno strato ossidato se tagliato con ossigeno, che può favorire una certa quantità di materiale residuo.
- Acciaio inox richiede spesso assistenza con azoto per evitare ossidazione e ottenere bordi più lisci.
- Alluminio, con la sua alta conducibilità termica, può richiedere bilanciamenti specifici di potenza e gas per prevenire la formazione di bave e mantenere un profilo uniforme.
Queste differenze nella lavorazione dei metalli hanno un impatto diretto sulla resa finale e sulle strategie di ottimizzazione dei parametri di taglio.
Impatto della bava sulla produzione
Le bave non corrette possono causare una serie di problemi:
- Necessità di operazioni di sbavatura manuale o meccanica, con aumento dei costi di manodopera.
- Problemi di precisione nei processi successivi come pressopiegatura o saldatura robotizzata.
- Aumento della probabilità di non conformità e scarti.
Per chi opera con lotti di produzione medio-alti o standardizzati, ridurre questi difetti significa ridurre cicli di rilavorazione e aumentare l’efficienza complessiva.

Perché ridurre le bave è strategico nelle produzioni in serie
Nel contesto di produzioni industriali automatizzate e standardizzate, ridurre al minimo le bave non è un semplice miglioramento estetico, ma un driver di competitività. Produttività, qualità ripetibile e riduzione dei tempi di ciclo sono elementi chiave per restare competitivi nei settori automotive, macchine utensili, costruzioni metalliche e altri comparti ad alta intensità tecnica.
Standardizzare parametri corretti e replicabili significa poter contare su una qualità di taglio prevedibile, riducendo la variabilità tra lotti diversi e favorendo un flusso produttivo più fluido e meno soggetto a interventi manuali.
In questo senso, ottimizzare il taglio laser lamiera e il taglio laser di precisione per tubi rappresenta un vantaggio competitivo per qualsiasi partner produttivo che desideri offrire servizi a valore aggiunto.
Parametri fondamentali per ottimizzare il taglio laser
La riduzione delle bave passa attraverso una gestione precisa e scientifica dei parametri principali del processo. Andiamo a vedere i più importanti.
Potenza del laser
La potenza del laser determina l’intensità del fascio e quindi la capacità di penetrare e fondere il materiale. Una potenza troppo bassa può non completare il taglio e lasciare materiale parzialmente fuso, mentre una potenza troppo alta può portare ad eccessivo apporto termico, allargare il kerf e favorire la formazione di bave.
In pratica, il giusto equilibrio dipende dallo spessore e dal tipo di metallo. Nel taglio di lamiere di acciaio inox o alluminio è spesso preferibile lavorare con potenze più elevate ma bilanciate da una corretta velocità di avanzamento.
Velocità di avanzamento
La velocità di taglio è tra i parametri più critici: se troppo lenta, il materiale rimane più tempo sotto il fascio e aumenta l’accumulo di calore, favorendo la formazione di bave; se troppo veloce, il laser potrebbe non avere l’energia sufficiente per completare la penetrazione, generando bordi irregolari.
La sfida consiste nel trovare un equilibrio dinamico: in molte applicazioni industriali si imposta una velocità che assicuri completa penetrazione con un apporto termico controllato, riducendo la quantità di materiale fuso lasciata lungo il bordo.
Gas di assistenza: tipologia e pressione
Il gas di assistenza ha un ruolo fondamentale nella rimozione della scoria. Tipicamente si utilizzano:
- Azoto (N₂): gas inerte che evita l’ossidazione e favorisce superfici lisce soprattutto su acciaio inox e alluminio.
- Ossigeno (O₂): gas reattivo che può accelerare il taglio su acciaio al carbonio ma può lasciare ossidi e bava residua.
- Aria compressa: soluzione economica ma meno efficace per applicazioni ad alta precisione.
La pressione del gas è un componente altrettanto critico: se troppo bassa, la scoria non viene efficacemente espulsa; se troppo alta, si può danneggiare l’ottica o generare turbolenze nel flusso.
Qualità e caratteristiche del materiale
La superficie iniziale della lamiera, la sua planarità e le tolleranze dimensionali influenzano direttamente il modo in cui il laser interagisce con il materiale. Materiali con impurità o ossidazioni superficiali tendono a generare più sbavature e richiedono test preliminari più approfonditi.
Cosa serve per iniziare: attrezzature e controlli di processo
Per ottenere bordi di qualità ripetibile nel taglio laser di metallo è essenziale dotarsi di attrezzature affidabili, sistemi di controllo avanzati e procedure di verifica continue.
Sorgente laser e ottiche
Una sorgente laser fibra moderna con controllo preciso della potenza, ottiche pulite e sistema di focalizzazione accurato consente di mantenere la densità di energia necessaria per un taglio efficiente.
La manutenzione regolare delle ottiche (lenti, specchi, ugello) è fondamentale per mantenere una focalizzazione stabile e una qualità di taglio elevata nel tempo.
Nozzle e messa a fuoco
La scelta del nozzle giusto e la distanza corretta tra ugello e superficie del materiale influenzano il flusso di gas e la capacità di espellere efficacemente la scoria. Una distanza troppo elevata genera turbolenze, mentre una distanza troppo ridotta può ostruire il flusso.
Monitoraggio di processo e controllo qualità
In contesti dove si lavora con lotti standardizzati, è importante implementare sistemi di monitoraggio in tempo reale che verificano costantemente parametri come potenza, velocità e pressione del gas, garantendo che ogni pezzo rientri nei parametri di qualità stabiliti.
Quali sono i passaggi per ridurre le bave in modo sistemico
Ridurre le bave non è un’attività isolata, ma un processo che richiede una serie di passaggi metodici:
Analisi preliminare
Prima di avviare la produzione vera e propria, è fondamentale analizzare lo stato del materiale, verificare spessori e caratteristiche, e preparare eventuali prototipi di test.
Test di parametri su campionatura
Eseguire tagli di prova su piccoli campioni permette di calibrare potenza, velocità e gas per arrivare a impostazioni ottimali prima di impegnare l’intero lotto.
Documentazione e standardizzazione
Una volta identificati i parametri ideali, è importante documentarli e integrarle nei workflow di produzione, rendendo i processi ripetibili per lotti futuri.
Verifica finale
Dopo ogni ciclo di taglio, è necessario verificare la qualità del bordo in funzione delle specifiche richieste, assicurandosi che la presenza di bava sia entro limiti accettabili.
Errori comuni da evitare nel taglio lamiere
Anche i migliori sistemi possono produrre difetti se non si evitano alcuni errori ricorrenti.
Sottovalutare la qualità del materiale
Materiali con imperfezioni superficiali o variabilità di spessore possono alterare il comportamento del fascio laser, generando irregolarità.
Utilizzare parametri generici
Applicare parametri standard senza tener conto del materiale specifico o dello spessore può portare a formare bave.
Trascurare manutenzione di ugello e ottiche
Ottiche sporche o ugelli danneggiati causano dispersione del fascio e ridotta efficienza del gas di assistenza.
Non considerare le lavorazioni successive
Un taglio ottimizzato deve supportare i passaggi successivi come pressopiegatura. Per approfondire le interazioni tra taglio e processi complementari puoi approfondire come integrare il taglio laser con la saldatura robotizzata o come effettuare il taglio laser ad alta produttività.
Ottimizzazione nel taglio laser tubo: criticità specifiche
Nel caso del taglio laser tubo, le sfide relative alle bave si amplificano per via delle geometrie complesse e della rimozione interna delle scorie. I parametri devono essere calibrati in funzione del diametro, dello spessore e del profilo da lavorare, mantenendo un flusso di gas efficiente all’interno del tubo. Per approfondire tecnologie e materiali associati a questa applicazione, puoi consultare gli articoli dedicati al taglio laser per veicoli industriali e l'approfondimento sui materiali che si possono tagliare con il laser tubo.
Domande frequenti su Come ridurre al minimo le bave nel taglio laser
Come eliminare completamente la bava nel taglio laser?
Eliminare completamente la bava è difficile: l’obiettivo realistico è minimizzarla adeguando potenza, velocità e gas di assistenza in base al materiale e allo spessore.
Quale gas è migliore per il taglio dell’acciaio inox?
L’azoto ad alta purezza è generalmente la scelta migliore per ottenere bordi lisci e privi di ossidazione nel taglio dell’acciaio inox.
La bava influisce sulla pressopiegatura?
Sì. Una quantità significativa di bava può impedire la corretta chiusura di un angolo o causare punti di alta pressione non uniformi nella pressopiegatura.
Contenuti correlati




Lavorazione metalli
Taglio lamiere al laser
Perchè siamo unici
Le nostre qualità

Comprovata esperienza
La nostra consolidata competenza garantisce risultati eccellenti in ogni tipo e complessità di lavorazione industriale.

Tecnologia all'avanguardia
Il nostro parco macchinari completo e innovativo permette di realizzare ogni lavorazione senza interventi esterni.

Gestione grandi volumi
Grazie a team qualificato, attrezzature e know-how gestiamo efficacemente produzioni massive singole o in kit.

Puntualità e tempi certi
Processi consolidati e linee produttive parallele ci consentono di rispettare sempre le scadenze concordate.

Rintracciabilità
I sistemi informatizzati di monitoraggio permettono di tracciare ogni componente durante l'intero ciclo produttivo.

Alta fidelizzazione
L'insieme delle nostre qualità professionali e tecniche si traduce in rapporti duraturi e stabili con tutti i nostri clienti partner.

Ottima precisione
Identifichiamo immediatamente il processo ideale per ogni lavorazione, minimizzando tempi e costi di produzione.

Logistica integrata
Gestiamo l'intera catena distributiva collaborando con una rete di corrieri selezionati per massima affidabilità e puntualità.